Continuous casting machine

Continuous casting machine
- casting speed:1-5m/min
- Square billet size:60*60-300*300
- Size of slab:160*230-160*450
- Round billet:φ70-φ300
- Product description:
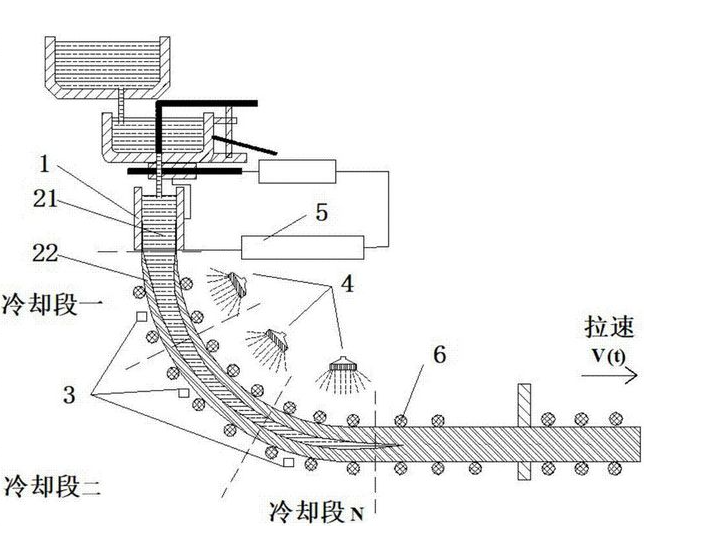
There are two methods for solidification forming of molten steel: traditional mold casting method or continuous steel casting method. The traditional mold casting method is divided into processes such as demolding, whole mold, ingot homogenization, and billet opening. Infrastructure investment is high, energy consumption is high, and production costs are high. The emergence of the continuous steel casting method fundamentally dominated the initial forging process of steel ingots for a century, saving processes, shortening processes, improving metal yield, and reducing energy consumption. The main process flow of this design is as follows: molten steel flows out of the ladle, is first injected into the intermediate ladle, and then enters the arc-shaped crystallizer. In the crystallizer, an arc-shaped billet is formed and moves downwards along the arc-shaped roller track. During the movement, it is cooled by water spray until it is completed or partially solidified. Then, the billet enters the straightening machine at the horizontal cutting point, and is cut into a fixed length using a flame cutting car, and the billet is discharged from the horizontal direction.
The overall parameters of the arc continuous casting machine include: billet section size, metallurgical length, drawing speed, casting radius, and flow rate of the continuous casting machine. These parameters are the basic elements for determining the casting performance and specifications, as well as the main basis for equipment selection and design.
According to the different types of continuous casting machines, crystallizers can be divided into two categories: straight and curved. According to the specifications and shapes of the castings, there are small square billets, large billets, slab billets, and special-shaped billet crystallizers. According to the structure of the crystallizer itself, it can be divided into three types:
Tubular crystallizer: It is made of copper tubes with a wall thickness of 6-12mm to form the required cross-section. A sleeve is placed outside the copper tube to form a 5-7mm cooling water path, ensuring a cooling water flow rate of 6-10m per minute. This type of crystallizer has a simple structure, convenient manufacturing, and is widely used in small billet continuous casting machines.
Integrated crystallizer: It is made by planing a whole copper ingot, with many small holes drilled around its inner cavity to pass cooling water. This type of crystallizer has good rigidity, is easy to maintain, and has a long lifespan, but it has high manufacturing costs and consumes a lot of copper. It has been discontinued in recent years.
Combination crystallizer: It is composed of 4 copper plates combined to form the required inner cavity. Make a groove on a steel plate with a diameter of 20-50mm and connect it to a steel plate, with cooling water passing through the groove. Both bloom and slab continuous casting machines use this form of crystallizer.




Categories
Latest News
Contact Us
Contact: Ed Lee
Phone: +86 13613237999
Tel: +86 13613237999
Email: lihaoye@chinarunhao.com
Add: Runhao steel rolling machinery, dalinggongzhuang village, Fengrun District, Tangshan City, Hebei Province

 +86-13613237999
+86-13613237999 
 +86 13613237999
+86 13613237999 

